
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Автоматично зареждане и разтоварване на рамката за анти-адхезия за табели
Когато мебелните детайли се зареждат в цели палети, поради проницаемостта на въздуха на материала, степента на приспособяване между детайлите,
и адхезията на лепилото по краищата, манипулаторът може да причини взаимна адхезия при грабване на детайли:
Целта е да вземете един слой от детайли, но в действителност тя може да грабне най-много 3-4 слоя.
Това ще доведе до поредица от отрицателни въздействия и значително ще намали надеждността на работата на оборудването.
Оборудването има високи изисквания за зареждането на плочите: колкото по -дълго са поставени плочите, толкова по -силно е прилягането между плочите,
И толкова по -лесно е да се придържате; Чистотата на плочите и остатъчното лепило по краищата може да влоши взаимната адхезия между плочите.
Работната надеждност на оборудването е лоша.
Проблемите, причинени от взаимна адхезия между плочите, изискват изключване и ръчна намеса и тази ситуация се случва често.
Съществува висок риск за безопасност: Честите аномалии изискват персоналът да влезе и да излезе от работната зона на манипулатора, което представлява голям риск за безопасността.
Цикълът за грабване на чаша не е фиксиран: височината на масата за освобождаващи плочи е фиксирана, но при грабване,
Плочите се грабват на слой по слой от всеки палет, а височината намалява постепенно, което постоянно се променя.
Следователно е необходимо да се проучи и разработи нов тип оборудване за автоматизация на свързаното хранене, за да се захранва точно табелите, които да бъдат пробити в отговор на горните проблеми.
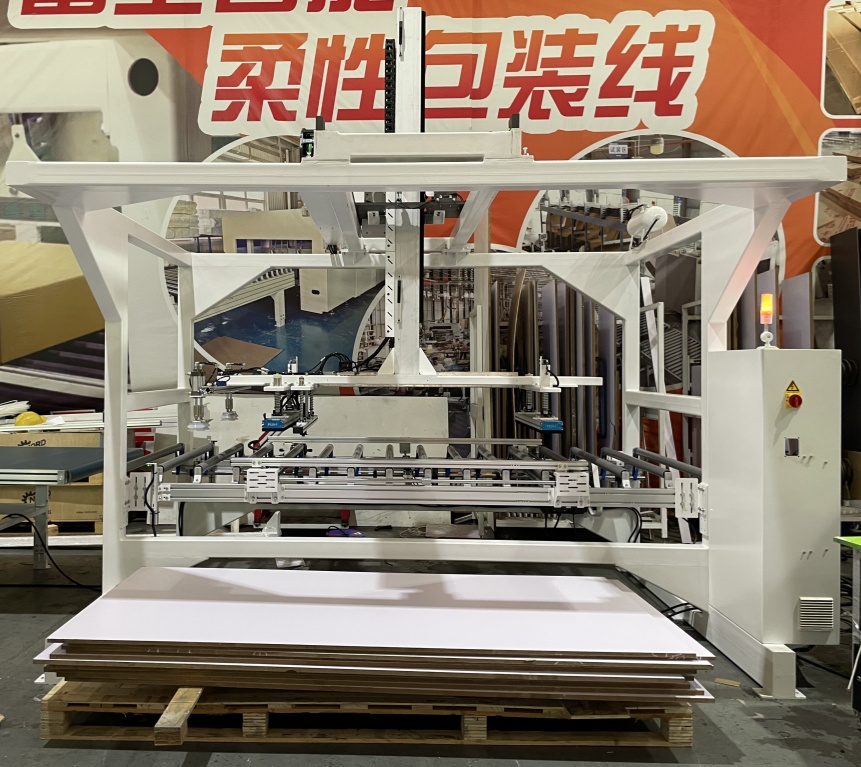

Работен процес на автоматично натоварване и разтоварване на рамката за борба с производствената линия на панела на базата на дърва на панела на дърва
1. Подготовка за зареждане: Работниците поставят цели палети от панели, обработени с дървена основа на багажника за хранене на оборудването. Платформата за повдигане на багажника автоматично се приспособява към първоначалната височина на хващане.
2. Позиция и грабване: Манипулаторът на портината придвижва механизма за грабване, за да се движи директно над панелите. Индустриална камера намира позицията на панелите;
Всмукващите чаши се спускат, за да се свържат с повърхността на панела и модулът против адхезия се активира едновременно.
3.ANTI-Адхезия Откриване: Сензор за напрежение открива товара. След като потвърди, че е грабнат само един слой панел, четири малки дисковидни смукателни чаши се прикрепят към единия край на панела
И разклатете бурно нагоре и надолу за няколко секунди, за да се гарантира, че всички допълнителни залепени панели се разтърсят. Тогава манипулаторът се придвижва по протежение на водещата релса към пристанището за хранене на оборудването за преработка.
4. РЕЧЕНИЕ ОТЛОЖЕНИЕ: След като панелът бъде доставен до определеното положение на оборудването за преработка, вентилационните чаши освобождават вакуума, за да завършат процеса на зареждане. В същото време,
Друг набор от механизми за грабване, синхронно изважда обработения панел от оборудването и го прехвърля към разтоварващата се конвейерна линия.
5. Циклична работа: Платформата за повдигане на багажника за хранене постепенно се издига, докато грабването продължава, за да поддържа стабилната височина на грабване на повърхността. Когато всички панели на палета са обработени,
Оборудването издава подкана за промяна на материала.
Изпратете запитване


X
Ние използваме бисквитки, за да ви предложим по-добро сърфиране, да анализираме трафика на сайта и да персонализираме съдържанието. Използвайки този сайт, вие се съгласявате с използването на бисквитки от наша страна.
Политика за поверителност